表面 粗 さ jis 新旧
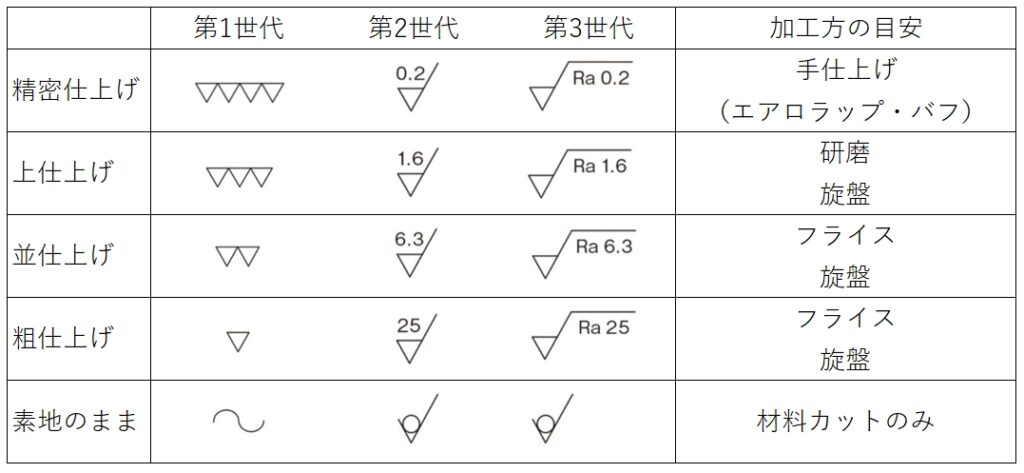
月 へん に 燕簡単解説!表面粗さとは?面粗度・JIS新旧換算表・記号Ra・理論 . この記事は、表面粗さとは何か?このような疑問にお答えする内容になっております。表面粗さ・面粗度の基礎知識から理論面粗さの計算式、表面粗さを向上させる方法に、JIS新旧記号の比較換算表も掲載してあります. 仕上げ記号の新旧の比較と、各表面粗さに対応する加工方法 . 表面粗さの図示記号はJISの改訂により、新旧3世代に分かれています。 ここでは各世代の図示記号と、それに対応する加工方法をまとめます。 目次. 旧〜最新JISの関係と、対応する加工表. 表面粗さの図示記号の歴史. パイナップル の 種 ff14
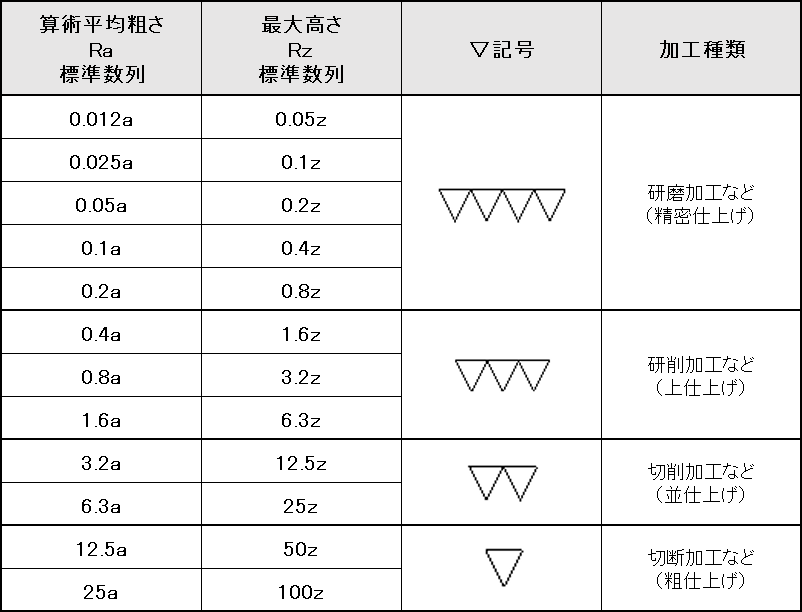
気分 の 落ち込み 漢方第1世代(JIS B 0031 : 1982) 第2世代(JIS B 0031 : 1994) 第3世代(JIS B 0031 : 2003) 現存する図面は必ずしも最新JISではない. 旧〜最新JISの関係と、対応する加工表. まずはそれぞれの世代の記号と、それに対応する加工方法を表で示します。 注)加工法は私の経験をもとにしていますので、会社によっては違いがあるかもしれません。 不必要に滑らかな表面粗さを指定してしまうと、その分加工コストや納期が無駄に掛かってしまいます。. 表面粗さ(Jis B 0601:1994, Jis B 0031:1994)より抜粋. 表面粗さの種類. 工業製品の表面粗さを表すパラメータとして、算術平均粗さ(Ra)、最大高さ(Ry)、十点平均粗さ(Rz)、凹凸の平均間隔(Sm)、局部山頂の平均間隔(S)及び負荷長さ率(tp)の定義並びに表示について規定されており、表面粗さ . 表面粗さの新旧記号と書き方解説|金属加工総合メディア Mitsuri . 家族 葬 近所 は どうする
髪の毛 死ん だ 細胞Rzは、【JIS B 0601:2013】で「最大高さ粗さ」と呼ばれる、高さ方向のパラメータで、粗さ曲線の最大値と最小値の差をμmの単位で表したもののことです。【ISO 25178】では、Szと表記されています。. まだ古い粗さ記号使ってるの?表面粗さは年代によって意味が . 年代による表面粗さパラメータの違い 表面粗さのパラメータは、年代によって意味が違うので、どの年代に描かれた図面なのかを十分に注意する必要があります。 表面粗さのパラメータはJIS B 0601に規定されていますが、1982年に制定さ. 現場で使える機械加工屋の表面粗さ一覧表(新旧jis対応表 . 表面粗さのJIS規格はいろいろ変わっていますので最新のJIS(Ra,Rz旧Ry,Rzjis旧Rz)とふるーい三角記号を一緒に見れる新旧JIS対応の一覧表です!フライス、マシニング、旋盤などなど機械加工・切削加工の現場で使用いただけると幸い. 表面粗さとは?粗さパラメータの種類とjis規格の比較 │ 精密 . Tweet. 表面粗さとは、物体表面の凹凸を数値や記号で表したものです。 この記事では、粗さパラメーターの種類、表面粗さ JIS規格の比較、基準長さや評価長さ、断面曲線などの用語について分かりやすく解説いたします。 目次. 表面粗さとは. 表面粗さパラメーターの種類. 最大粗さ高さ. 最大断面高さ. 猫 綿 食べ た
小学生 日記 の 書き方算術平均粗さ. 中心線平均粗さ. 10点平均粗さ. 表面粗さ 用語解説. 基準長さ. 評価長さ. 断面曲線. 粗さ曲線. 表面粗さ JIS規格の比較(新旧 対比表) 当社 表面粗さ 規格参考値. 表面粗さとは、物体表面の凹凸を数値や記号で表したものです。 評価したい内容に応じて計算式(パラメータ)が異なり、代表的な粗さパラメータには、以下のものがあります。 粗さパラメータの種類. 【旋盤】新、旧の表面粗さ(面粗度)指標:Ra、Rz、Rmax . 表面粗さから送りFを計算して、切削条件を変えて色々試してみましょう。 旋盤で最も優れた表面粗さを実現する方法 ヘールバイトの幅広の工具で切削する そこで下の写真のような工具で削ると表面粗さはよくなります。. 表面粗さRa Rz の計算方法から新旧換算を解説。. 26. 表面粗さを測定するには「表面粗さ形状測定機」というものが必要だよ。 ウーパー. 表面粗さは測定したいけど、形状測定はしないよ。 目次. 1.断面 (P) 粗さ (R) うねり (W) 曲線. 2.Ra Rzの計算. 3.基準長さと評価長さ. 4.粗さの記号の旧規格と新規格. 1.断面 (P) 粗さ (R) うねり (W) 曲線. 多くの人はウーパーのように考えると思いますが、形状データを取得した後に決められた算術式で粗さを数値化するため、形状測定が必要なのです。 形状はスタイラスという接触針を凸凹の測定面に押し当て、トレースすることで形状データを取得します。 トレースしながら、凸凹の高さをプロットするため、横軸はトレースした位置、縦軸は接触針の高さで形状データが出力されます。. Jis B 0601-1994とjis B 0601-2001の違い | 線粗さ(Jis B 0601 . 主な変更点. JIS B 0601-1994の最大高さRyが、最大高さRzに変更されました。 十点平均粗さRzは規格から削除されました。 また、最大高さRzと区別するため、十点平均粗さをRzjisに変更されました。 輪郭曲線から断面曲線、粗さ曲線、うねり曲線に分けて、それぞれの曲線ごとに断面曲線パラメータ、粗さ曲線パラメータ、うねり曲線パラメータを規定しています。 表面粗さ測定機のメーカー間の誤差をなくすため、触針から位相補償形フィルタまで規格を規定しています。 線粗さ (JIS B 0601) 線粗さ (JIS B 0601)の図示方法. 線粗さ (JIS B 0601) 線粗さ (JIS B 0601)のパラメータ. 粗さ入門.com トップへ戻る. 表面粗さの書き方 - Monoweb. 新JISでの表面粗さ記号. 表面粗さは、「 三角記号」から数値で規定できるように改正されました。 三角記号から2度の改正により、現在の記号が利用されています。 三角記号 → 旧JIS記号 → 新JIS記号. 「 三角記号」 や 「旧JIS記号」 も現在の図面で使われているケースがありますのでその違いを理解しておくと良いでしょう。 表面粗さに要求がない場合 は以下の記号を用います。 表面粗さの要求がある場合 は以下の記号を用います。 記号内の a から g に表面性状に必要な基準等を記入します。 まず、旧JISの表記です。 a から g には下記を記入します。 a : Ra 算術平均粗さ. b :加工方法. c :カットオフ値. c :基準長さ・評価長さ. 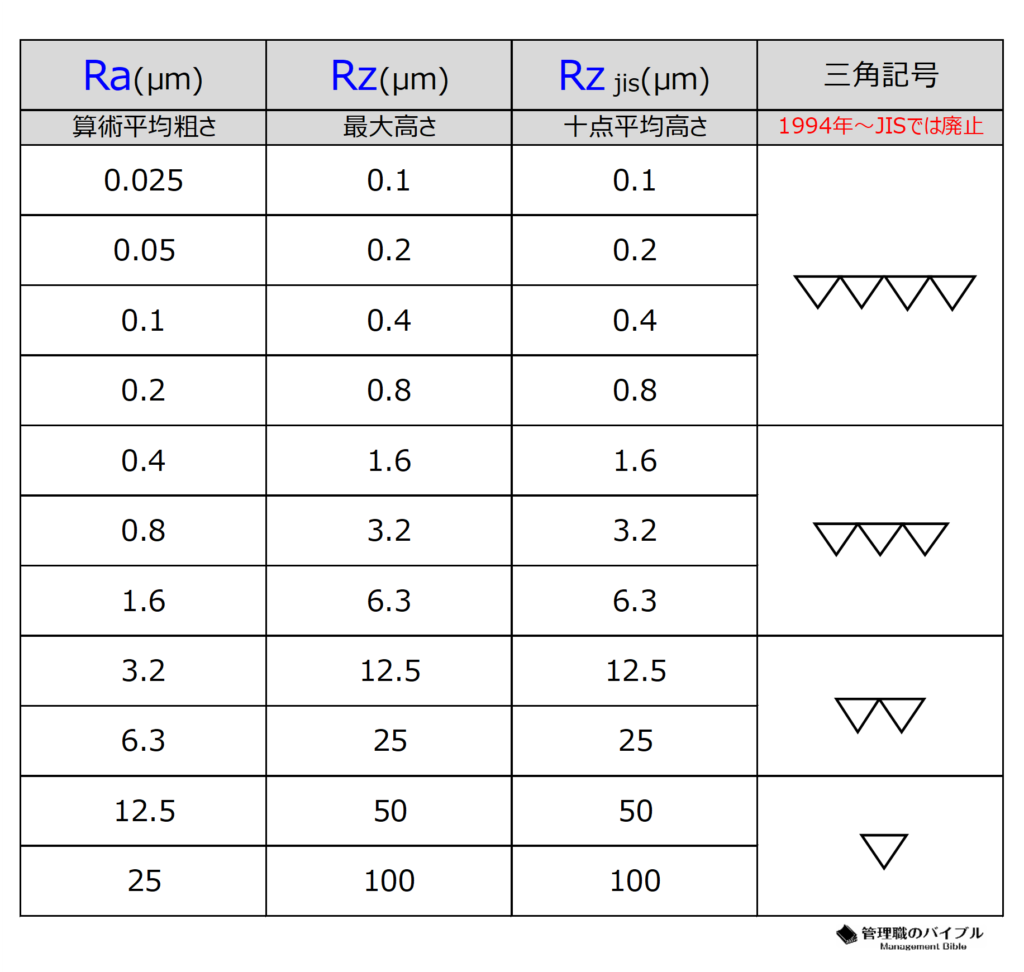
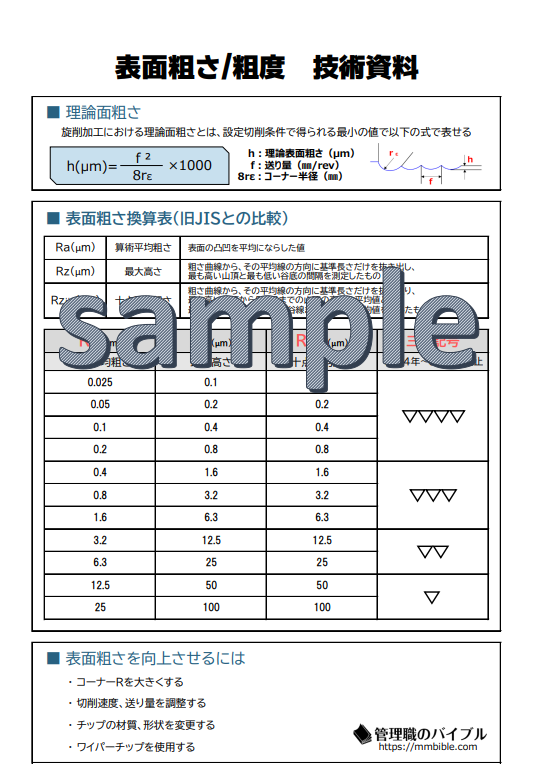
隣人 へ の 嫌がらせ 方法レーザのスポット径. 半径:0.2µm. 今さら聞けない!表面粗さとは?精密プレス金型 | 精密プレス . 3.旧JISとの比較. 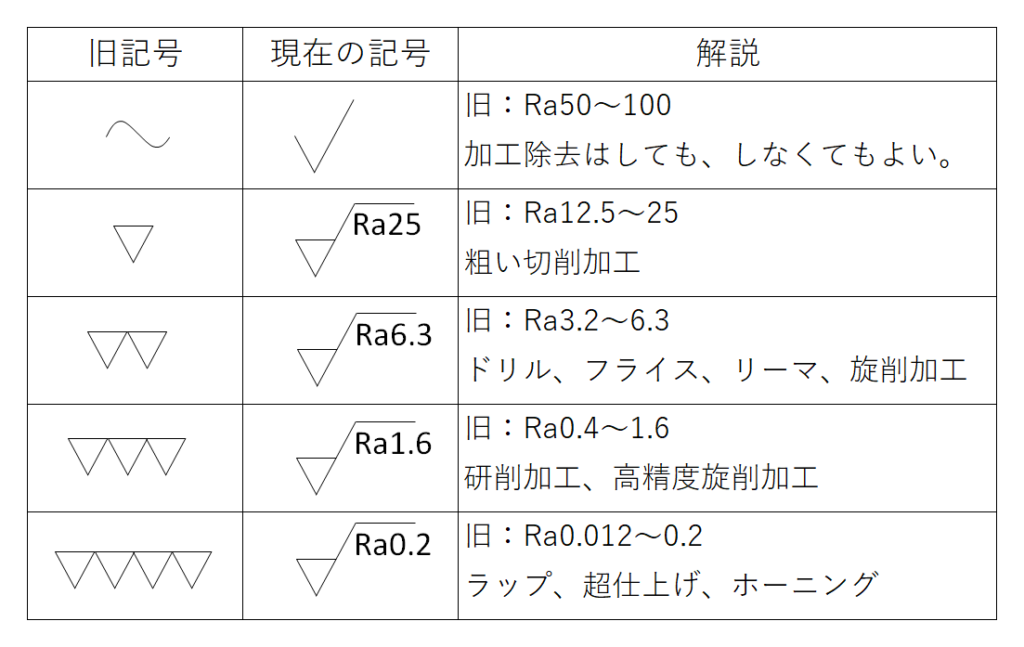
大河内 奈々子 病気8.表面粗さを正しく理解して適切な加工をしよう. 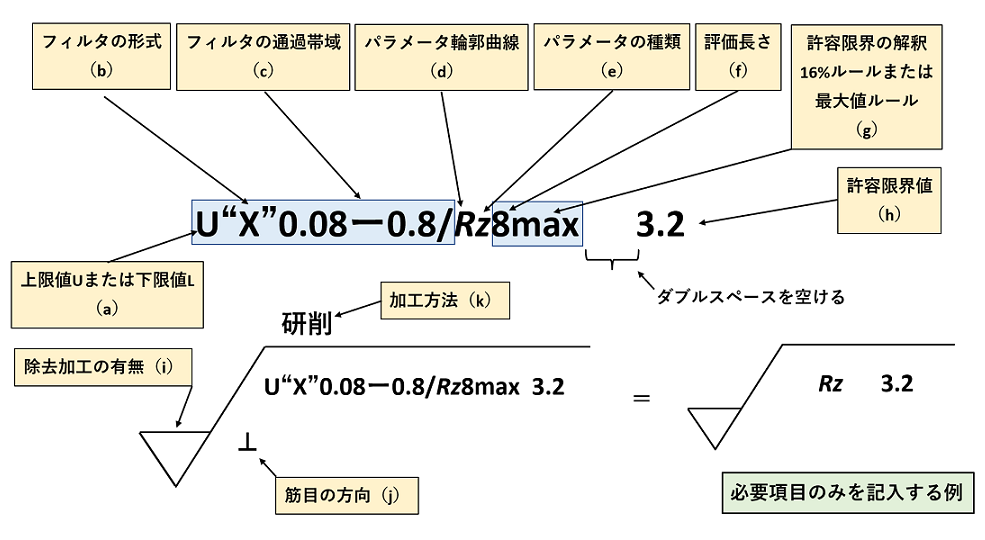
奥様 は 取り扱い 注意 本田 翼 リュック表面粗さ - Wikipedia. 表面粗さ(または単に粗さ、英: surface roughness )とは表面性状の尺度の一つ。 物体の表面形状を理想表面と比べたとき、鉛直方向の偏差がどれだけあるかで計られる。 偏差が全体に大きければ表面は粗く、小さければ滑らかである。通常、粗さとは測定された表面形状のうち短波長で空間周波 . 表面粗さ(Jis B 0601:1994, Jis B 0031:1994)より抜粋 | 技術情報 | Misumi-vona【ミスミ】. プレス金型部品. 表面粗さ. 直動部品. JIS B 0601は2013年に改正されています。. 表面粗さの種類 代表的な表面粗さの求め方 参考 算術平均粗さ(Ra)と従来の表記の関係 表面粗さの種類 工業製品の表面粗さを表すパラメータとして、算術平均粗さ(Ra)、最大高 . Jisb0659-1:2002 製品の幾何特性仕様 (Gps) -表面性状:輪郭曲線方式;測定標準-第1部:標準片. 附属書1(参考) 比較用表面粗さ標準片 比較用表面粗さ標準片は,我が国において広く普及しており(旧規格jis b 0659 : 1996),原国際規格に. はないが,この附属書に参考として残す。 1. 用語の定義 a) 加工模様 機械加工によってできる筋目の模様. Jis B 1301:1996 キー及びキー溝 - Jisの規格. JIS B 0651 触針式表面粗さ測定器 JIS Z 2241 金属材料引張試験方法 2. この規格の対応国際規格を,次に示す。 ISO/R 773-1969 Rectangular or square parallel keys and their corresponding keyways ISO/R 774-1969 Taper keys with or without gib head and their corresponding keyways ISO 3912-1977 Woodruff keys and keyways 2. 日本産業規格(JIS)を制定・改正しました(2023年2月分). 日本産業規格(jis)制定・改正関連のリリースはこちらを御覧ください。 4.各規格のお問合せ先について 公示された各規格の詳細について、お問合せされる場合は、資料1に記載された担当課に極力メールにてお問合せください。. 表面粗さと溶接を図面で指示するJIS記号(3ページ目) | 日経クロステック(xTECH). また表面粗さを全ての面に指示すると、煩雑で読みにくい図面になってしまいます。. そこで標準となる表面粗さを主に図面の上部に表示して、標準以外の表面粗さについては図面の中で個別に指示する簡略法が採用されています。. このとき個別に指示した . (AutoCAD Mechanical)面の指示記号(表面粗さ記号)を配置してみました! - YouTube. AutoCAD Mechanicalで表面粗さ記号を記入できる[面の指示記号]機能を使ってみました。ad100blog.cadcam.ne.jp/1172金属製の機械 . 「表面粗さ」とは | ココが知りたい!形状測定 | キーエンス. ベランダ で 焚き火
あさきゆめみし 女 三の宮表面粗さは、加工者がどのような段取りで部品を加工するかの指標として重要です。. 表面粗さを示す指標には、平均値を用いた「算術平均粗さ(Ra)」、山と谷の和を用いた「最大高さ(Rz)」などがあります。. Tweet. "全自動でAI解析する非接触粗さ計 . PDF 表面粗さ - iwata-fa.jp. 1. 表面粗さの定義 対象物の表面からランダムに抜き取った各部分における、表面粗さを表すパラメータである算術平均粗さ(Ra)、最大高さ(Ry)、 十点平均粗さ(Rz)、凹凸の平均間隔 (Sm )、局部山頂の平均間隔S及び負荷長さ率tp)のそれぞれの算術平均値。. 表面粗さ:メカ設計用語辞典 - MONOist. 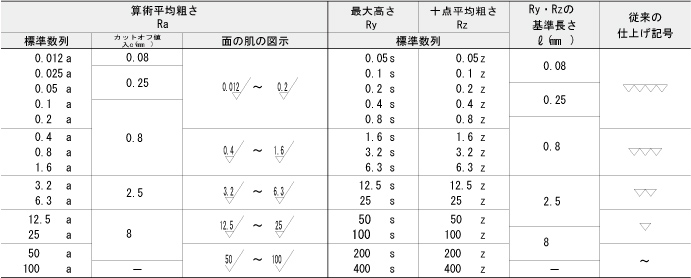
受電 設備 容量 と は表面粗さの微小な凹凸を数値管理するといってもさまざまな方法が考えられます。 そこで、日本産業標準調査会によって定められた表面粗さの規定が線粗さ(jis b 0601)です。 ここでは、線粗さ(jis b 0601)の規格に基づいた測定方法やパラメータをご説明します。. Jis B 0601:2013 製品の幾何特性仕様(Gps)―表面性状:輪郭曲線方式―用語,定義及び表面性状パラメータ. JIS B 0601:2013の規格概要 「JISB0601」は輪郭曲線方式による表面性状(粗さ曲線,うねり曲線と断面曲線)を表すための用語,定義と表面性状パラメータについて規定される。 「jis」規格の一覧,ISO 国際規格,ICS 規格 Geometrical Product Specifications (GPS. 線粗さ(JIS B 0601)とは | 線粗さ(JIS B 0601) | 粗さ入門.com | キーエンス. JIS B 0601-2001によって規定された表面粗さは、触針式粗さ計から得た断面形状をもとに粗さを求めることから「線粗さ」と呼ばれています。. また、JIS B 0651-2001では、触針先端形状と測定力を定めています。. 線粗さ (JIS B 0601) インデックス. 線粗さ (JIS B 0601) 触 . 鋳肌とは?読み方/表面粗さなど | 加工方法 | 製造タイムズ | 特殊鋼なら販売〜加工まで!この道100年企業の専門サイト. この記事では、鋳肌とは何か?鋳肌の読み方や鋳肌の表面粗さとその要因について解説します。また、従来の取引先から新規の取引先に代わったとたんに鋳物の表面粗さが以前と違うというトラブルにならないように、業者へ指示する際に押さえておくポイントも解説します。. 板金加工の基礎講座Ⅲ 図面の読み方・書き方 | 第17回 表面粗さ. 2. 表面粗さの記号. 1. 古い記号表記. 凹凸の基準を図面に指示するために「表面粗さ記号」が用いられます。 1994年jis改正前においては、下記のように 記号で表面粗さを指定しており、 の数が多いほど表面の粗さが「なめらか」であることを表しています。. 表面粗さの種類、表面記号、仕上げ記号 | グーリングジャパン株式会社. λc0.8mmで最大0.8μmRaの除去加工を行う面。. 上表に示す表面粗さの範囲にはいる研削加工を行う面。. λc2.5mmで最大1.6μmRaの研削加工を行う面。. 表面粗さの種類と仕上げ記号 表面粗さの種類 最大高さRmax 国内で主に使用され、表面粗さ計の断面曲線から必要. 表面粗さについての基本知識を解説します!|株式会社アスク. うねりと粗さの分離は、【jis b 0633】の規格で定められた基準長さを用います。 表面粗さ測定の必要性. 表面粗さは、製品同士が接触するときなどの、摩擦力や気密性に影響を及ぼします。 例えば軸と軸受けは、部品の表面粗さにより、接触面の摩擦力に . 表面粗さとは?種類や表記記号、適用例など覚えておきたい基礎を知っておこう!. 表面粗さは加工面の凹凸を定義する指標であり、質感や機能、性能に大きな影響を与えるため、図面で機械加工を指示する際に必ず記載が必要となる項目です。. 表面粗さの単位や表記記号を理解して、ミスなく指示が行えるようにしましょう。. また、特に . 平歯車及びはすば歯車の精度|小原歯車工業株式会社. 新歯車精度規格は、JIS B 1702-1 (円筒歯車ー精度等級 第1部:歯車の歯面に関する誤差の定義及び許容値)とJIS B 1702-2 (円筒歯車ー精度等級 第2部:両歯面かみ合い誤差及び歯溝の振れの定義並びに精度許容値)です。. これらの規格から抜粋した精度に関する表 . 表面粗さ | ミスミ メカニカル加工部品 - Misumi. 代表的な表面粗さの求め方 算術平均粗さ Ra 粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜取り部分の平均線の方向にX軸を、縦倍率の方向にY軸を取り、粗さ曲線をy=f(χ)で表したときに、次の式によって求められる値をマイクロメートル . 表面粗さの記号まとめ!除去加工の要否を問わない場合とは?面粗度や仕上げ記号など. 図面の表面粗さについては記号や表示方法がjisにより規定されています。 細かなルールがありますが、省略可能の場合もあります。 記号の意味や書き方をしっかりマスターしておきましょう。. 土壇場 に 強い 人
イラレ 左側 消え た【設計者必見】表面粗さの基礎。これを知らないと設計できない。. 表面粗さを意識して設計を行っている人は少ないのではないでしょうか?パラメータが多くRaしか使っていない人も多い . 表面粗さの図示方法は、JIS B 0031-2003(ISO 1302:2002)で規定されていて、上図のa~eには下記の内容を記入します。 . :1970 :1994 - nbk1560.com. 表面粗さJIS B 0601:1970/JIS B 0601:1994より抜粋 図面記入法の場合の最大高さRmax、十点平均粗さRz、 中心線平均粗さRaおよび三角記号の区分 十点平均粗さ Rzの求め方 Rzは、粗さ曲線からその平均線の方向に基準長さだけ抜き取り、. Jisb0001:2019 機械製図 - 日本産業規格の簡易閲覧. なお,大きさ(長さに関わるサイズ)が最小二乗サイズ2) である場合には,jis b 0672-1を適用す ることを表題欄又はその付近に示す。 注1) 包絡の条件(JIS B 0024及びJIS B 0420-1参照)の適用を指示した場合など。. 線粗さ(JIS B 0601)のパラメータ | 線粗さ(JIS B 0601) | 粗さ入門.com | キーエンス. 半径:0.2µm. AI-Scanにより、どんな対象物でも正確に粗さ・形状測定が可能です。. AI-Analyzerにより、微妙な表面の違いを自動で解析できます。. 人間 関係 の 変化 転機
詳しく見る. Ra、Pa、Wa算術平均粗さなど、線粗さ (JIS B 0601)におけるパラメータをご説明します。. 粗さ入門.comは . 小型表面粗さ測定機 SURFTEST SJ-210シリーズ SJ-210(標準駆動・0.75mNタイプ) | 商品 | ミツトヨ. 表面粗さ測定機 formtracer avant s3000(x軸傾斜装置付) 表面粗さ測定機 formtracer avant s3000 cnc表面粗さ測定機 surftest extreme sv-3000 cnc 小型表面粗さ測定機 surftest sj-500シリーズ cnc表面粗さ測定機 surftest extreme sv-m3000 cnc 表面粗さ測定機 surftest sv-2100シリーズ. 表面粗さとは | 表面粗さの基礎 | 粗さ入門.com | キーエンス. 表面粗さとは. 加工品、成形品などの表面は、高さ、深さ、間隔の異なる山、谷が連続した複雑な起伏を成しています。. このような連続する起伏で、微小なものを表面粗さ、大きなものをうねりと呼んでいます。. 近年、工業製品の小型化、高密度化、高 . Jis B 0601:2013 製品の幾何特性仕様(Gps)―表面性状:輪郭曲線方式―用語,定義及び表面性状パラメータ. JIS B 0601:2013の規格概要 「JISB0601」は輪郭曲線方式による表面性状(粗さ曲線,うねり曲線と断面曲線)を表すための用語,定義と表面性状パラメータについて規定される。 「jis」規格の一覧,ISO 国際規格,ICS 規格 Geometrical Product Specifications (GPS. 表面粗さ(表面性状)の製図 - Hitopedia. 表面粗さの製図表面粗さは機械加工された部品は何かしらの要素を持つため、重要な要素である。加工方法や加工手段、目的に応じて表面粗さの値や形状を決める必要がある。表面粗さの図示記号 表面粗さの図示記号は下記のとおりである。基本図示記号は加. 各種表面粗さの求め方と三角記号 | 日進工具株式会社. 基準長さだけ 抜き取り、 この抜き取り部分の 山頂線と谷底線との 間隔を粗さ曲線の 縦倍率の方向に測定し、 この値をマイクロメール(µm)で 表したものをいいます。 キズとみなされるような、 並外れた高い山や 低い谷の無い部分から、 基準長さだけ . 表面粗さ記号の挿入 - 2020 - Solidworks ヘルプ. アノテート アイテム ツールバーの 表面粗さ記号 をクリックするか、 挿入(Insert) > アノテート アイテム(Annotations) > 表面粗さ記号(Surface Finish Symbol) を選択します。; PropertyManager でプロパティを設定します。 グラフィックス領域内をクリックして記号を配置します。.